- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Konserwacja i czyszczenie maszyny do cięcia CNC w czasie wakacji.
1. Przywróć każdą oś do pierwotnego punktu, wykonaj kopię zapasową oprogramowania sterownika i umieść skompresowany pakiet na dysku flash USB lub komputerze.
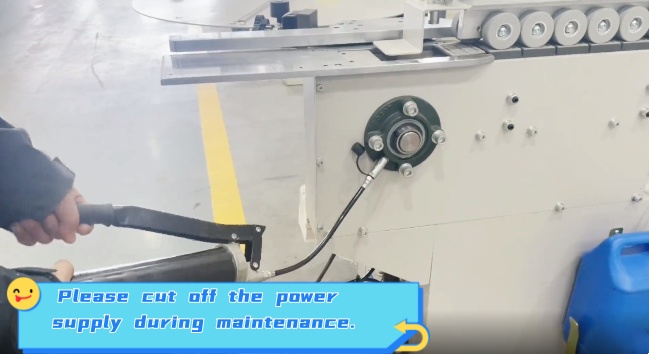
2. Oczyścić gazem kurz i zanieczyszczenia ze stołu maszyny, blatu stołu, łańcucha prowadzącego, śruby pociągowej, zębatki i szyny prowadzącej, a następnie oczyścić zębatkę i szynę prowadzącą olejem smarowym (olej do szyn prowadzących obrabiarek ISO VG-32~ 68, masło jest zabronione), aby upewnić się, że na prowadnicy i zębatce każdego wału znajduje się olej, a następnie spuścić wodę z separatora olej-woda znajdującego się w złożu.
3. Oczyścić gazem zanieczyszczenia znajdujące się na powierzchni wiertnicy. Przekładnię wiertnicy sterowanej numerycznie należy napełnić olejem smarowym z wypełniacza: smarem Krupp L32N o pojemności 5 cm3.
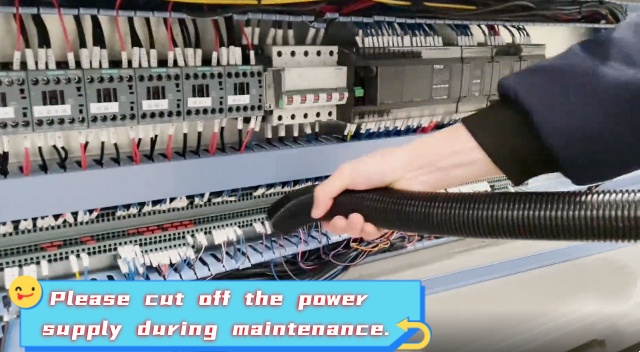
4. Odłącz zasilanie skrzynki rozdzielczej i usuń kurz w skrzynce rozdzielczej poprzez odkurzanie (uwaga: nie przedmuchuj bezpośrednio gazem, wznoszenie się kurzu spowoduje słaby kontakt elementów elektronicznych). Po wyczyszczeniu umieść środek osuszający w szafce.
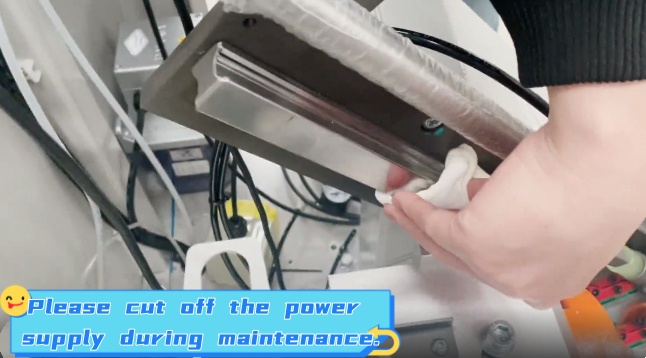
5. Oczyścić i konserwować obwód wrzeciona i uchwyt narzędzia za pomocą gazu; Oczyść powierzchnię stożkowego otworu na złączu miękką i czystą szmatką. Ostrożnie oczyść i konserwuj powierzchnię stożkową rękojeści narzędzia środkiem odtłuszczającym, a po czyszczeniu nałóż smar.
6, pompa próżniowa, pompa próżniowa, usuń element filtrujący, przedmuchując go. Sprawdź raz wysokość blachy grafitowej. VTLF250,360 nie może być mniejszy niż 41 mm, a VTLF500 nie może być mniejszy niż 60 mm. Napełnij smarem Krupp AMBLYGON TA-15/2 10 cm3.
7. Po oczyszczeniu i konserwacji całej maszyny należy ją odpowiednio owinąć fartuchem, aby zapobiec opadaniu popiołu.